风电主齿轮箱齿轮批量化滚齿相关探讨 二维码
发表时间:2023-02-17 10:29 随着我国风电产业的进步,国内企业在风电齿轮箱方面的配套也取得了快速发展。风电齿轮箱是几类风电机组的重要部件,其主要功能是将风叶在风力作用下所产生的动力传递给发电机并使其得到相应的转速。数据显示,目前全球85%以上的风电整机都是带有齿轮箱的机型。并且,由于稀土价格上涨给永磁直驱机组带来成本上的压力,预计今后带齿轮箱机型的机组的比例还会增加。这就给国内风电主齿轮箱制造厂家带来了机遇,但也同时带来了新的挑战。风电齿轮箱属于高可靠性的工业齿轮箱,具有齿轮模数大,零件精度高,单个零件重量大、价值高,生产成本高,生产周期长,齿轮箱维修成本昂贵等属性。国内风电齿轮箱制造厂家一般都是从单件、小批量的工业齿轮箱厂家发展起来的,面对风电市场需求带来的风电主齿轮箱批量化生产的要求,很多厂家仍然沿用传统的生产方式,结果在市场面前失去机遇,或者由于产品的质量问题丢失客户,或者由于生产成本高主动止步。 本文从风电齿轮箱齿轮批量化生产入手,以快速的市场响应、满足客户需求的产品质量和较低的生产成本作为讨论的根本原则,选取齿轮加工中一个典型工序——滚齿作为讨论点,阐述了滚齿加工所涉及到的机床选择、刀具选用、夹具设计、精度系统等多个方面的内容。
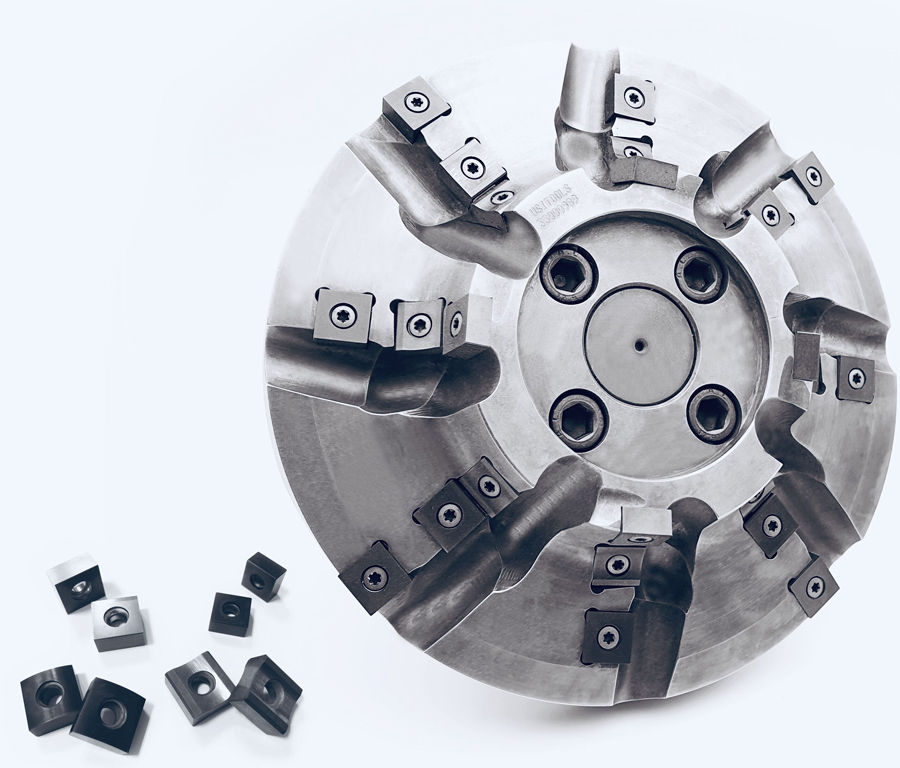
输入级一般是行星传动,由于受到较大的载荷,因此齿轮的模数很大。例如3MW级别的风电齿轮箱,输入级齿轮模数一般在20mm左右。所以该类滚齿机的刚性要求比较高,主驱动电动机功率要大,工作台排屑性能要好,机床的Y 轴串刀长度要长,机床需要具备滚、铣复合功能等。 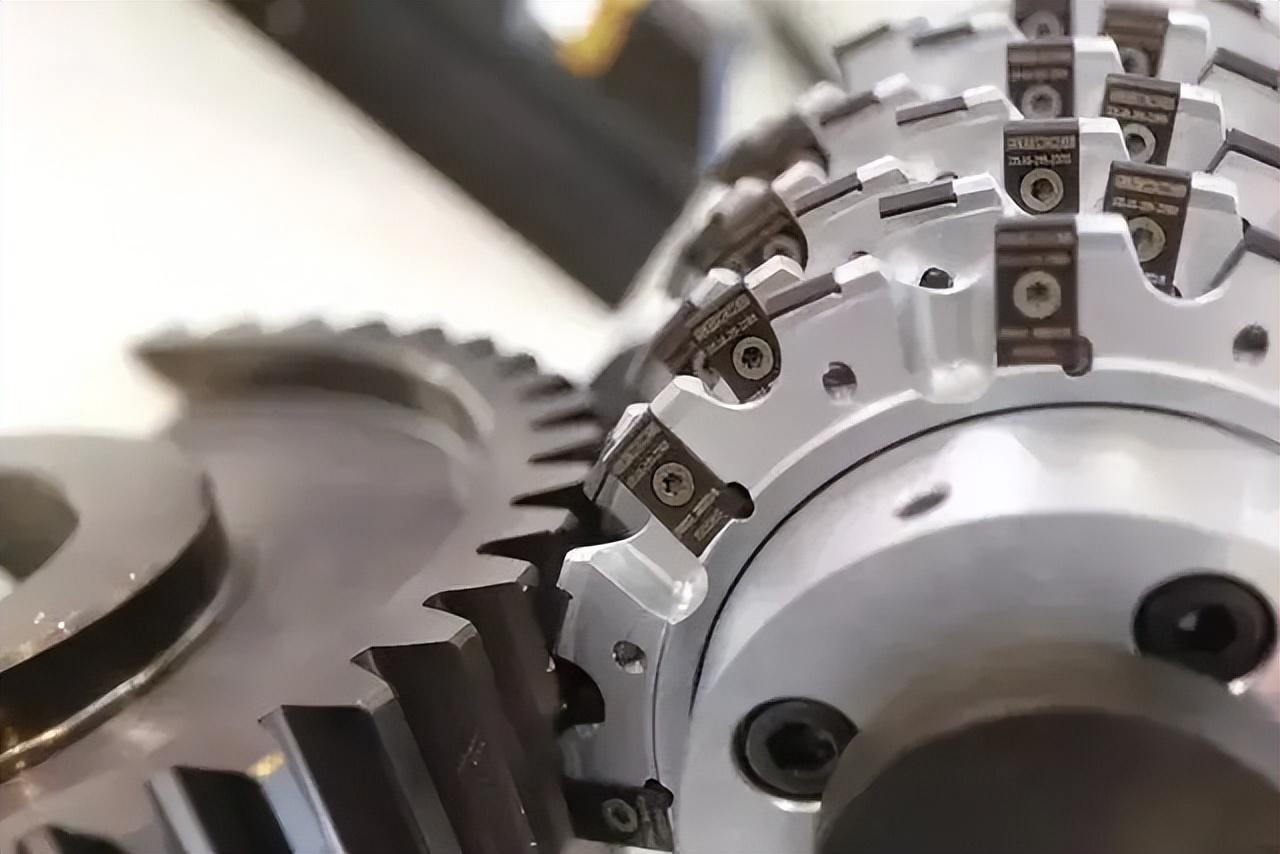 齿轮刀具的选用是滚齿工序的一个关键环节。合理的选用齿轮刀具,不仅可以兼顾齿轮加工的质量和效率,而且可以提高齿轮刀具的使用寿命,节约成本。
夹具设计是滚齿工序的另外一个关键环节。好的滚齿夹具至少应具备如下特点:夹持稳定、上下料迅速、校调基准方便、夹具易于拆卸,另外通用性要强、与滚齿机能够无缝对接。如前所述,风电齿轮箱输入级、中间级、输出级齿轮模数变化大,结构各异,因此要批量化稳定生产,需要针对各零件的具体特征,结合具体滚齿机、刀具、零件的材料硬度,以及切削参数等工艺要求,制定方案。 滚齿的精度系统是实现风电齿轮批量化加工的系统保障。风电齿轮个体零件一般都比较重,价值昂贵。例如3MW风电齿轮箱输入级行星轮个体重量约有1t,光材料就价值不菲。在生产过程中,应杜绝零件质量不合格,更不能发生批量零件质量不合格的情况,这就要求滚齿的精度系统可靠性高。通过分析滚齿工序操作的过程,拆分出刀具精度系统、机床精度系统、夹具精度系统,以及其他精度保障系统。在各子系统精度都满足加工要求的前提下,得出整个系统的精度保障,从而稳定、有序地生产出合格的滚(铣)齿零件。 下一篇重庆君和部分产品服务举例
|