铣削刀具分类--老子有钱官网 二维码
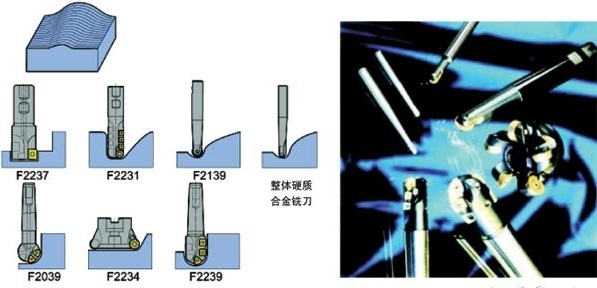
数控刀具从工艺上可分为:车削刀具、钻削刀具、镗削刀具、铣削刀具,其中铣削加工加工范围最广,最为常见,以下重点介绍铣削刀具。 1、数控铣刀 数控铣床上所采用的刀具要根据被加工零件的材料、几何形状、表面质量要求、热处理状态、切削性能及加工余量等,选择刚性好、耐用度高的刀具。其中被加工零件的几何形状是选择刀具类型的主要依据。 1)球头铣刀 加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀。主要加工形状如下:
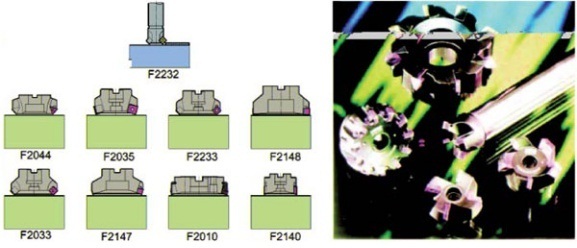
2)、盘形铣刀 铣削较大平面时,为了提高生产效率和提高加工表面粗糙度,一般采用刀片镶嵌式盘形铣刀。如下图所示:
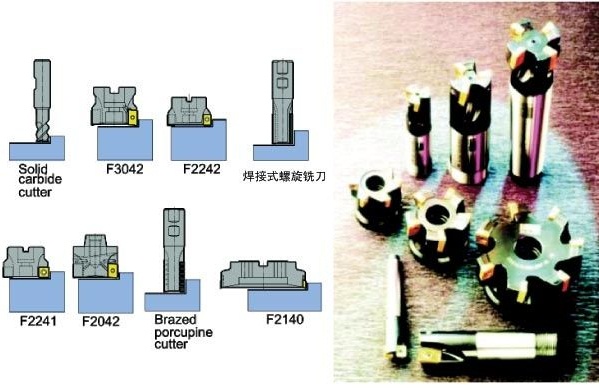
3)、通用铣刀 铣削小平面或台阶面时一般采用通用铣刀。如下图所示:
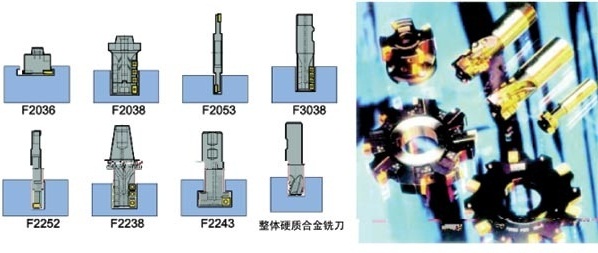
4)、键槽铣刀 铣键槽时,为了保证槽的尺寸精度、一般用两刃键槽铣刀。如下图所示:
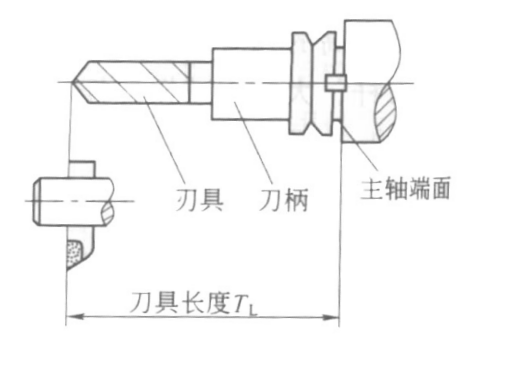
2、刀具系统 刀具系统是将刀具柄部和装夹刀具的工作部分做成一体。要求不同工作部分都具有同样结构的刀柄,以便与机床的主轴相连,所以具有可靠性强、使用方便、结构简单、调换迅速及刀柄的种类较多的特点。
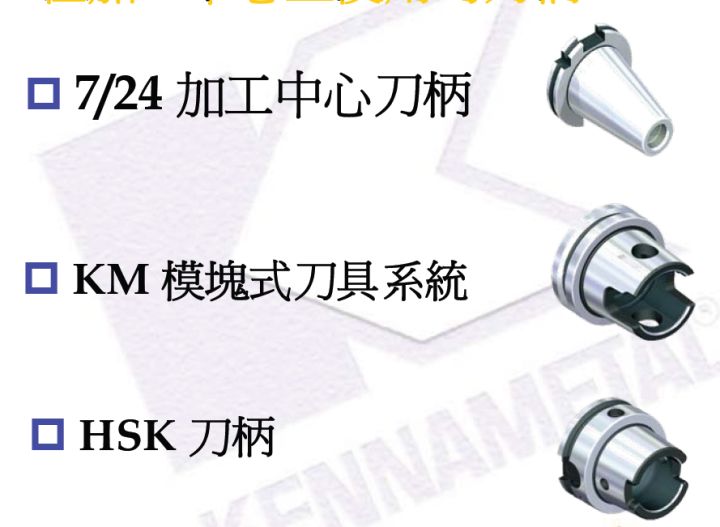
刀柄的样式有:
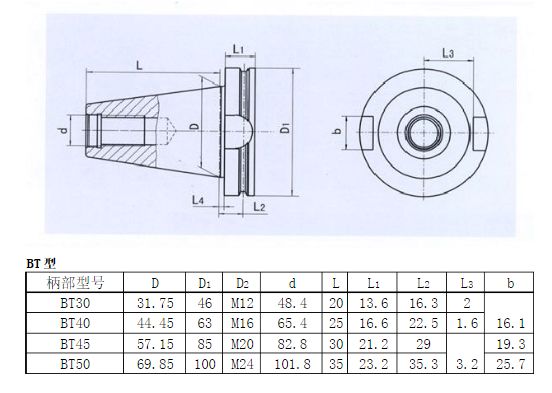
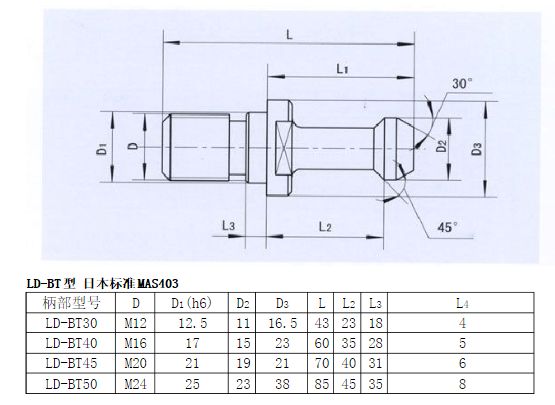
1)BT刀柄 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。 锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871德国标准)、IS0 7388/1(国际标准)、MAS BT(日本标准)以及 ANSI/ASME(美国标准) MAS BT型(简称 BT)。BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1及ANSI完全不同,不能换用。BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
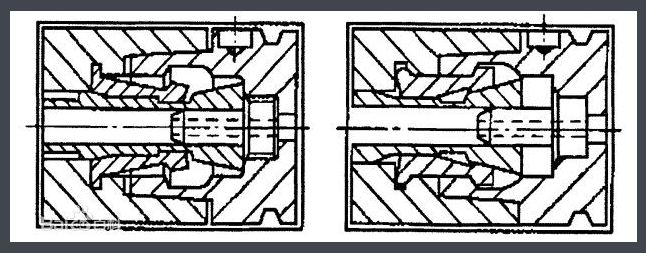
2)HSK刀柄 HSK工具系统是一种新型的高速短锥型刀柄,其接口采用锥面和端面同时定位的方式,刀柄为中空,锥体长度较短,锥度为1/10,有利于实现换刀轻型化和高速化。如图1.2所示。由于采用空心锥体和端面定位,补偿了高速加工时主轴孔与刀柄的径向变形差异,并完全消除了轴向定位误差,使高速、高精度加工成为可能。这种刀柄在高速加工中心上应用越来越普遍。
3)KM刀柄 该刀柄的结构与HSK刀柄相似,也是采用了空心短锥结构,锥度为1/10,并且也是采用锥面和端面同时定位、夹紧工作方式。如图下图所示,主要区别在于使用的夹紧机构不同,KM的夹紧结构已申请了美国专利,它使用的夹紧力更大,系统的刚度更高。不过由于KM刀柄锥面上开有两个对称的圆弧凹槽(夹紧时应用),所以相比之下显得单薄,有些零件的强度较差,而且它需要非常大的夹紧力才能正常工作。另外,KM刀柄结构的专利保护限制了该系统的迅速推广应用。
|