
陶瓷刀具应用中应注意的问题 二维码
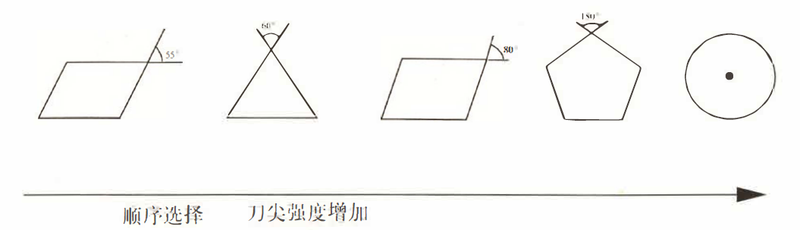
发表时间:2022-05-23 10:34 1.刀尖角的优化选择
2.加工机床要有足够的功率和耐性。 3.应尽量用大的切削速度和小的进给量,切削颜色以暗红色为宜。 4.陶瓷刀具在切入被加工材料前要缓慢进给,防止初始崩刃。 5.要用专门的高精度陶瓷刀柄(刀盘)。 6.刀具出现月牙洼、后刀面磨损时,可降低切削速度。如还不行,可考虑使用冷却润滑液,且冷却液要充分。 7.出现崩刃时,应降低走刀量,切深,同时提高切削速度。
文章分类:
切削
|

优质选材
值得信奈
做工精细
精益求精
专业品质
精工打造